
Most customers dread having to conduct a full cleanout of a TEG dehydrator. The cleanout sometimes implies shutdowns or drop in capacity. CROFT has worked over the years introducing better filter optimization programs in order to prevent shutdowns of glycol dehydrators and amine plants. Operators need to understand coalescing filters, natural gas filters, and liquid filters to properly have continuous operations.
The Challenge:
The client ran a field of over 35 glycol dehydrators and two amine plants. The TEGs have not been running efficiently and had numerous unexpected shutdowns which prompted the client to do a full evaluation and inspection. The client’s most common issues in the system were below:
- Hydrocarbons; Liquid hydrocarbons, a result of carryover with the incoming gas or condensation in the absorber, increase glycol/amine foaming, degradation and losses.
- Sludge; An accumulation of solid particles and tarry hydrocarbons very often forms in the glycol/amine.
- Foaming can increase glycol losses and reduce the plant capacity
For every shutdown they had to cut production of the field while the TEGS were being worked on. The client made the optimal decision to have an evaluation and audit of the shutdowns. The glycol systems were ranging in sizes from 200 MMbtu, 750 MMbtu to 1.5 MMbtu regens with 40 GPM amine plants.
The Solution:
CROFT conducted an evaluation of the regens and analyzing the list of troubleshooting tickets and questioning the field operators. After seeing the lack of filtration physically on the systems and no records of proper preventative maintenance. Some systems had filtration but were inadequate in design and location within the gas stream. So, CROFT conducted an analysis per system in which the tests are listed below.
Analysis of the Glycol System
- Field tests
- PH
- Observe color
- Foam test
- Lab tests
- Water content
- Hydrocarbon determination
- Salt analysis
- Solids content
- Iron content
Analysis of the Amine System
- Field tests
- Titration % amine to water
- PH
- Observe color
- Foam test
- Lab tests
- Hydrocarbon determination
- Heat stable salt analysis
- Solids content
- Iron content
Engineers sized the system to handle the 3-4 weeks of timing without service or filter change out and properly sizing the filters to decrease the probability of too much pressure differential across the system. CROFT added filters in the keystream locations and increased the serviceability of the filters by installing bypasses because we all know if something too hard to do it most likely will not get done.
Below is the recommended Amine PFD with recommended filter placement.
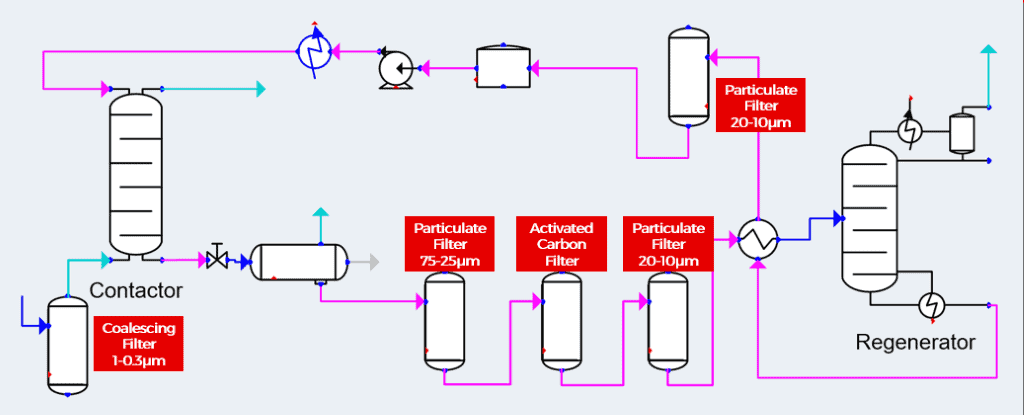
Below is the recommended Glycol Dehydration PFD with recommended filter placement.
Solution Recap:
- Know your system and parameters.
- Install the properly design and size filters to handle parameters
- Have a proper preventative maintenance program.
- Train personnel to understand the test and observations to the filter program.
Benefit:

The correct sized activated carbon filters were installed, reducing liquid hydrocarbons, surfactants, well treating chemicals, compressor lube oils, etc from a glycol side stream. Carbon filtration is necessary in amine and TEG systems because it removes contaminants that would not be removed by the particle filters. Client operations reported problems such as foaming and fouling of equipment due to contaminants in the wet feed gas. As these components accumulate, TEG units on-site would have to be operated at reduced rates or shut down to allow for cleaning. Further, the accumulation of contaminants also caused an increase of TEG carryover which makes it ways to the amine system at another treating facility downstream, impacting the operating costs at both sites. Laboratory results indicated that carbon filtration was the only method that can remove nearly all the contaminants. This is because the contaminants are all nearly soluble in the glycol and are not removed by the lean mechanical filter.
In the redesign all filters were equipped with block and bypass valves. This allows an operator to change filters without having to conduct and shutdown and restart which takes a higher skill level of the operators in order to just change filters.
The filters are usually placed in the rich glycol line for best results but added a lean glycol filter to help keep the glycol clean.
To determine the proper use of filter elements, field personnel cut them to the core and inspect them. If they are dirty throughout, the filter is being used properly. If the element is clean on the inside, an element with a different micron size may be needed.
Another training field tip is in the appearance of the foam test which can generally be used to determine when the carbon needs to be regenerated or replaced.
Result:
The client’s glycol dehydration systems and amine plants were running longer between shutdowns. The shutdowns from preventable issues such as foaming, sludging and hydrocarbon carryovers were reduced by 80%. Wear and tear on equipment and parts such as pumps were greatly reduced as well.
Learn more about our Amine Plants (GSS) and Glycol Dehydrators (TEG).











